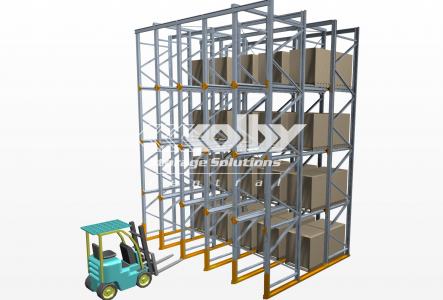
Drive-In Pallet Rack
Highest Density Storage for Fast Moving SKUs
Drive-In Rack is the lowest cost and most popular form of high density pallet racking. It can be serviced by a variety of forklifts including counterbalance and reach trucks
Providing excellent storage capacity, Colby Drive-in Pallet Racking (sometimes called Drive-through racking) uses the storage principle that the first pallet in is the last pallet out.
Drive-In pallet racking is a continuous block of racking with no aisles, offering high density storage, typically for non-perishables.
Advantages:
- Offers almost double the storage capacity over selective methods
- High density storage system dependant on product mix
- Relatively low capital cost in comparison to other high density solutions
- Used with standard forklift trucks
- Last in first out principal (LIFO)
Average of locations used - efficiency:
75%
Immediate access to stored product:
25%
Stock Rotation:
Poor
Floor Utilisation:
65%
Benefits of the Colby Drive-In Rack System:
- “Lead-in” nose and heavy-duty floor channel design help guide the forklift, ensuring quick and easy alignment with the pallet
- Ensures safer handling and protection of the rack with stronger, more rigid uprights
- Optimised, wider design increases strength and stability
- Available in either 125mm or 150mm wide versions and a range of thicknesses.
- Innovative Cantilever Brackets adjustable in 50mm increments for optimum storage flexibility.
- Unique, strong one piece design ensures there is negligible rotation under load
- Single-sided design provides the versatility of setting different pallet levels in adjacent bays
- New patented design is capable of large spans, minimising vertical deflection and virtually eliminating horizontal deflection and twist
- Securely bolted from underneath, avoiding any catchpoints and adjustable at 50mm intervals for greater flexibility in frame depth